
It used to be so simple; round components were produced on a lathe and non-round parts on a mill. That was the case up until the introduction of the now-ubiquitous three-axis CNC machine tools as this brought in the opportunity to produce interpolated round features normally made on a lathe. With the addition of live tooling to CNC lathes, the boundaries have become a more complex as features normally the preserve of CNC mills have been introduced into the turning equation. With this potential for crossover between the two technologies, opportunities have opened up for designers and engineers to reap the advantages that the advanced production method brings.
Whereas many components with cylindrical features can be produced on a CNC mill from square or rectangular stock, there can be additional time spent removing unwanted corners. This not only wastes raw materials, but also consumes valuable machine time and ultimately has an effect on the cost of the component. Coupled with the fact that it’s hard to reach a good surface finish using milling cutters on round components, turning on a CNC lathe becomes even more attractive.
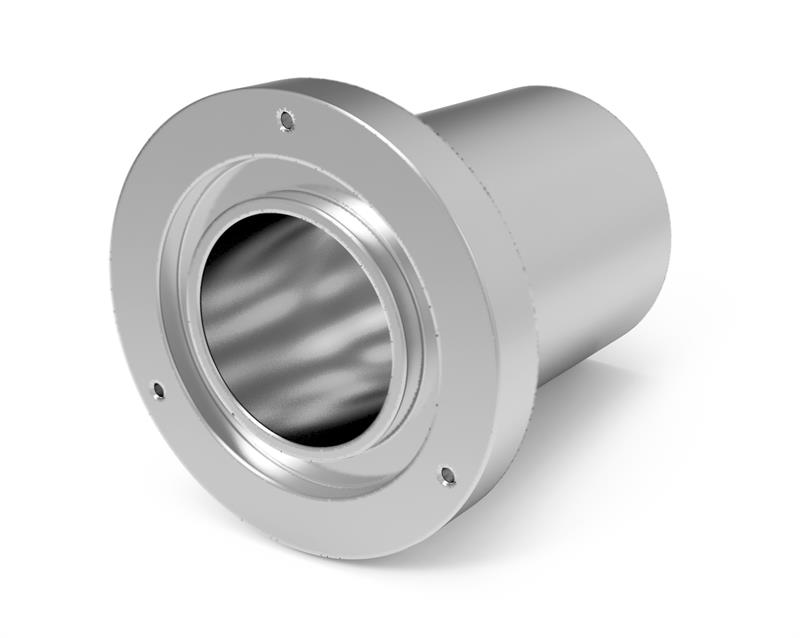
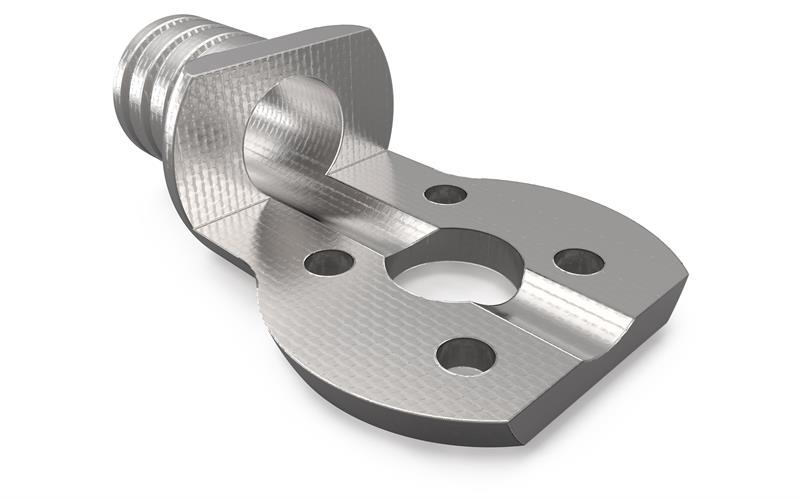
Take the same component onto a CNC lathe equipped with live tooling and designs with cylindrical forms can be quickly turned while accommodating additional features such as perpendicular axial and radial holes, flats, grooves and slots without the need to remove the work piece and transfer to a mill. Furthermore, surface finish is no longer an issue as CNC lathes are much better at generating the required cylindrical surfaces, so both the roundness and finish are much improved.
Due to the size of components and limits on the respective machine tool capacities, there will always be cases where a piece best suited for lathe will need to be produced on a mill and vice versa. For example, longer length-to-diameter pieces lend themselves to production on a CNC lathe.
Typically, CNC lathes equipped with live tooling can work to tolerances of +/- 0.10mm in the following dimensions:
- Diameters ranging from 0.8mm to 75mm
- Lengths between 1.5mm and 228mm
- Wall thicknesses down to 0.5mm
As lathes normally start off with a round bar stock, compared to the often square or rectangular stock used in three- and five-axis milling, they typically use less material and therefore can be quickly produced — saving both time and money in the process.
In our modern-day era of ever-increasing time pressures and shortened product life cycles, the desire to get new products into the market quickly and profitably is paramount. Shaving time from the development process by selecting the right machining process can be the difference between launching a product first or behind that of its competitor.

In the past, it was not uncommon for outsourced components to take many weeks to be manufactured, often inside a small, minimally equipped workshop. But customers demanded quicker access to their components and advanced, automated systems can turn out components within three days of receiving a 3D CAD model.
Production speed is crucial when selecting a supplier for rapid prototyping and low-volume production runs, but it’s also important that they are able to provide advice as to the most suitable production method for a given component. They should offer suggestions on:
- appropriate design modifications that may increase the manufacturability of the component
- lowering production costs through design and material selection
- reducing component weight
With the accelerated pace of technological advancements within the manufacturing industry, it’s certainly an exciting time — one that brings a much wider choice of methods — like CNC lathe with live tooling — that are available for quick-turn prototyping and low-volume part production.


