
Prototyping is a vital process in product development, as it allows everybody involved – especially an external customer – to see exactly how a product will look and behave at the prototype stage.
There are many methods of prototyping, ranging from clay models to the very latest in 3D printing. When it comes to prototype seals however, the choice is more limited. This is because the physical properties of the prototype seal are vitally important. It is not enough to look the part: the seal must be equivalent to a production part in every way, and capable of withstanding full ‘in field’ testing.
Prototype seals need to be just like the real thing, so are usually made in the same way: by moulding. This is a time-consuming process: a seal is designed and produced on a prototype mould. After testing, a second prototype mould is designed and new prototype seals are made and tested. This can go through five or six iterations before the design is right.
Prototype to production
Of course, most polymer components can be made economically using mass production techniques such as injection moulding. The mould itself is a major investment, and only pays for itself once components are running off the line in large numbers. Even a prototype mould is costly, making this an expensive method of product development.
An alternative process, developed by SKF, called SKF SEAL JET, offers a special prototyping technique for seal development that relies on machining rather than moulding. This may sound simple, because CNC machining in particular is a standard industrial process, used for forming components in metal, alloys and hard plastics, such as acetal, nylon, polyethylene and polypropylene.
Most seals, however, cannot easily be machined simply because they are intended to be relatively soft and are highly elastic, to allow them to perform their essential functions. This makes cutting a precise and consistent shape extremely difficult, without resorting to multi-stage processes or using highly specialised materials that may not match those used in normal seal production.
Shrinking lead times
SEAL JET was originally developed in 1989, though not as a prototyping technique. Instead, the aim was to make relatively small numbers of seals in order to supply customers at short notice. The company had noted that aftermarket demand for seals at that time was high – yet lead times for replacement products were as long as 20 weeks.
SKF realised that an alternative method of producing seals was needed, one that was much faster but guaranteed equality with moulded parts in terms of dimensional tolerances and physical characteristics. In short, it must produce seals that were identical to their moulded equivalents. At the time, the technique was used to produce relatively short runs of seals, but it eventually came to be used as a vital tool in seal prototyping.
There are three key factors that allow the process to produce prototype seals that combine the properties of actual moulded production seals. The first is the cutting tool itself: this has been developed with help from industrial partners that are specialists in materials and design. The cutting tool is manufactured from a specially developed hard metal, with precision angled cutting faces to ensure that unwanted material or swarf is cleared efficiently from the cutting area.

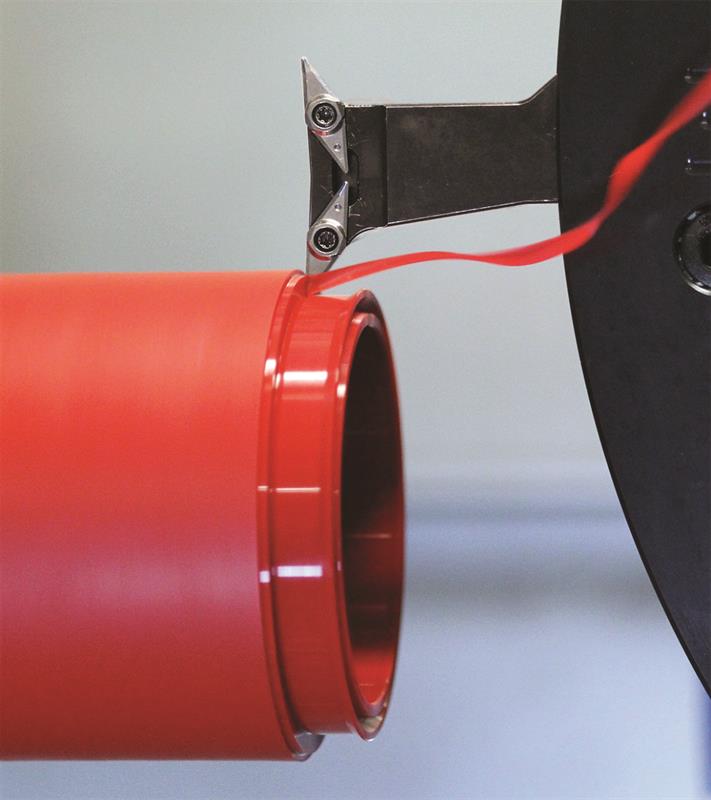
Secondly, the process itself has been carefully designed. One critical aspect is the chip removal system, which effectively eliminates the risk of highly elastic chips damaging either the cutting tool or the seal itself. This is achieved by a suction unit that draws the long, flexible rubber or elastomeric swarf away from the cutting area, with a pair of blades being used to reduce the swarf to small chips; this is effectively a ‘catch and cut’ process.
Thirdly, the way in which the process is controlled is vital. This is achieved using a special control unit with proprietary software, which offers the option of over 180 pre-programmed designs, to simplify the task of making a wide range of prototype seal products. The control unit also ensures that the speed of the cutting tool is carefully regulated to match the characteristics of the seal material, maintaining a slow, steady and even pressure, especially on softer materials.
The combination of tool design, chip removal system and control technology produces seals ofhigh quality. For example, tolerances are typically within plus or minus 0.25% of the diameter, which is comparable – and in some instances better – to that achieved with high volume seal moulding production systems.
The company has also developed a wide portfolio of material grades, ranging from rubbers and polyurethanes through to PTFE and PEEK. All of these have been developed in-house, and help to deliver important seal characteristics, such as surface roughness and outstanding material properties.
The process can be used to make seals in a wide range of sizes, typically up to 600mm outside diameter. It is possible, however, to create seals up 4000mm in diameter, but these need special knowledge as it is difficult to shape such large billets. A further advantage is the ability to produce seals in non-standard sizes.
A number of prototyping processes can be used to make ‘real’ products, but if volumes become too large it makes sense to scale up to a mass-production process. For SEAL JET, this breakeven point depends very much on the size of the seal – but in general, it is viable to use the process for anywhere between 500 and 3,000 pieces. The important point is that unlike other methods, the process uses the same premium grade materials demanded by real-life applications, thereby retaining all of the critical mechanical and chemical properties for optimum seal performance.
What about 3D printing?
Of course, many traditional prototyping techniques have been superseded by 3D printing.. This encompasses a variety of techniques, such as selective laser sintering and fused deposition modelling. Most of them involve building a layer of material, curing it – either by melting a thermoplastic or curing a liquid polymer – and repeating the process until the part is finished.
While this is a powerful way of making visually appealing parts, their physical properties are relatively poor. At the same time, repeatability and accuracy cannot compete with a technique such as injection moulding.
For these reasons, 3D printing is usually inadequate in the seal development process, especially in terms of dynamic seals. Because prototypes must be ‘working’ prototypes, they must have all the physical characteristics of a moulded seal.
Working prototypes
It may take another 15 to 20 years until 3D printing can make working seals – which are robust, have high temperature and pressure resistance and can be used in contact with grease and oil. If seal prototyping is not seen as a priority for 3D printing developers, it may never happen.
This means relying on existing methods. While prototype moulds will continue to produce excellent quality seals, a technique such as SEAL JET offers the advantage of making the development process as streamlined and efficient as possible.
Thomas Schwarz is director of Fluid Sealing Systems R&D at SKF.



