
Joining components to lightweight honeycomb material has traditionally been achieved through the deployment of a variety of fixing elements and techniques, such as rivets, adhesives, potted or floating inserts and, of course, nuts and bolts. Each of these techniques provides a successful solution in its own right, proffering a differing menu of proven benefits. For example, load spreading rivets (LSR) and peel rivets present a fast, single-side solution that is easy to deploy.
Adhesives, while arguably not as fast, present an equally viable alternative driven by the specifics of the application. And where single-sided fastening is not necessarily a prerequisite, then the trusted nut and bolt route can accommodate many thicknesses of materials in application.
Indeed, the latter consideration, material thickness, exemplifies the vast range of composite materials available to the modern designer, ranging from thermoset materials such as aramid honeycombs, glass-fibre with epoxy or paper honeycomb layers, PUR and PP glass-fibre, some with wood layers and so on. Thicknesses are typically anything up to 30mm.
Goods transportation, the airfreight industry and even office and home furniture manufacturers are showing a keen interest – which means that design engineers will be placing greater performance and significantly aesthetic demands upon the chosen fixing technique. Looks, durability and strength, load-bearing capacity and problem-free dismantling of attachments are all key issues for design engineers engaged in the aviation industry, vehicle design and the plastics processing industries. So how can the fastening technologies keep up?
Enter stage left a unique collaboration between fastener manufacturer EJOT and automated screw specialists Weber, both based in Germany. The story begins in 2014 when one of Germany’s leading automotive manufacturers approached EJOT with a ‘live’ problem. A failing parcel shelf installation was halting production of one of its production-line vehicles.
The shelf was manufactured from a PUR fibre-glass and paper honeycomb composite. EJOT’s engineers were able to see the potential for the first serial application of a new fixing component fresh from R&D.
Loosely based on EJOT’s RSD welding (friction welded) boss, the TSSD (Thermischer Stoff-Schluss-Dom… translated to thermal adhesive bonding boss) was designed with a 9mm diameter and made from a fibre-glass reinforced thermoplastic polymer.
Its strength made it possible to apply a specific axial loading to revolution ratio, creating a fast high-strength joint without first creating a pre-hole. Weber’s setting process was critically optimised to achieve this, making it possible to record the setting parameters used. The setting machine was then developed to attach to a small laboratory unit, a portal (x-y) unit or a robot for automatic feeding.
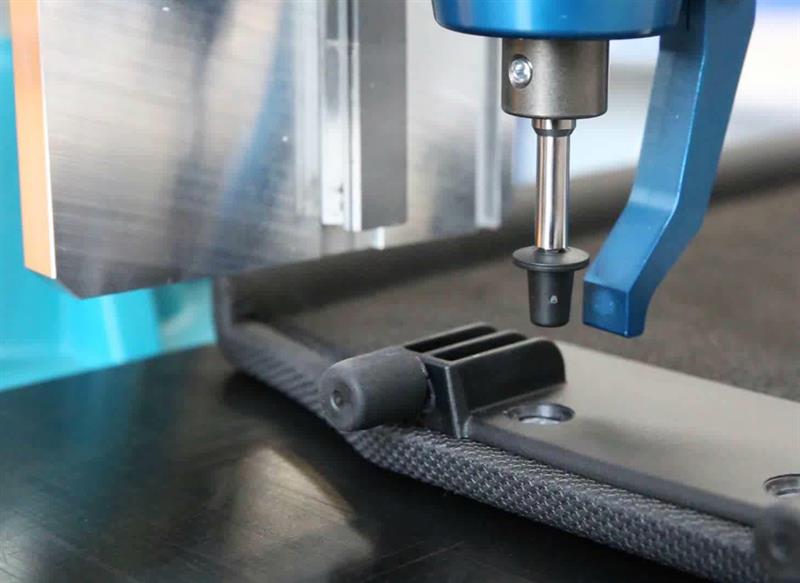 A male and female hinged connection was developed for the boot space loading floor
A male and female hinged connection was developed for the boot space loading floor
Variants created
The manufacturer was able to fast-track what has now become the ‘standard’ TSSD into approved production. Such was the impact, that designers immediately reviewed similar assemblies and EJOT’s engineers were tasked with creating variants. A removable battery box cover led to a ball-headed ‘snap-on’ connector moulded in.
A male and female hinged connection was developed for the boot space loading floor. An integral drive point addressed the various material combinations of organo sheets – and so on.
Currently, three of Germany’s main vehicle manufacturers ‘design in’ TSSD variants. Pull-out loads for TSSD into the broad standard honeycomb material are typically around 800N, with loads of up to 1000N achievable. In organo-type materials, this rises to as much as 1800N.
Significantly, according to EJOT, TSSD is being deployed by aerospace designers, having first met stringent aerospace specification. A modified polyamide, self-locking variant was successfully performance-tested for smoke-density, toxicity and flammability (FST).
In Korea, a composite design specialist is looking to create ‘flat-pack’ prefabricated homes, using variants of the original TSSD design. Even European furniture companies are now using the fastening in wet-area furniture, as it moves from wooden products to ranges made from wood-effect honeycomb materials.
Is it possible for 3g of adhesive to pull 208 tonnes of freight train?
Henkel engineers set themselves the challenge of designing a bonded coupler that would pull freight train wagons weighing 208 tonnes… using only an adhesive. The adhesive chosen was the company’s LOCTITE HY 4070, one of a new breed of adhesives that combine several adhesive technologies to achieve bond strength, durability and cure speed. “Good impact resistance makes LOCTITE HY 4070 a great choice for joining the elements of products that are subject to drop testing or shock loading,” says Austin Campbell, one of the engineers who designed the rig. “It also provides good elasticity, an important consideration when joining parts subject to relative movement; the train application being a great example.” Selecting the best adhesive for the job, however, was only part of the story. As with all applications, the design of the rig that connected the engine to the lead wagon had a huge bearing on the outcome. “It’s a lot of weight on a small bonded assembly,” explains Campbell. “We therefore incorporated springs in the mounts to accommodate movement and to add strength we specified toughened pins to hold the rig under the knuckle couplers.” Having cleaned and sanded the steel plates, it took just 3g of LOCTITE HY 4070 and one hour of cure time to create the bonded assembly. On paper, the join was more than up to the job, but how would it fare in practice? Campbell summarises: “The train started to move, pulling 208 tonnes of wagon along the track, up hills and over bridges. Ultimately, the steel plates bent, but the adhesive join held firm. It was a tremendous effort by all the LOCTITE teams involved. Making a success of such a powerful demo was a great feeling.” |
 Structural bonding is fast gaining popularity over conventional joining methods for several reasons. The ability to join dissimilar materials such as plastics and metals is one benefit, as is the fact it is sealed, preventing leakage and corrosion. But, despite potential gains, engineers always question strength. So, when Henkel started to explore the best way to convey the merits of its latest LOCTITE structural bonding development, it set its sights on creating a demonstration that would really make industry take notice.
Structural bonding is fast gaining popularity over conventional joining methods for several reasons. The ability to join dissimilar materials such as plastics and metals is one benefit, as is the fact it is sealed, preventing leakage and corrosion. But, despite potential gains, engineers always question strength. So, when Henkel started to explore the best way to convey the merits of its latest LOCTITE structural bonding development, it set its sights on creating a demonstration that would really make industry take notice.


