In industry today, complex metal components can be forged completely with the need for only minor finishing operations, thus keeping machining operations to a minimum. Because these parts cannot be manufactured in a single operation, the work stock is taken through a series of forging operations that alter the geometric shape of the material in stages until the desired forging is achieved.
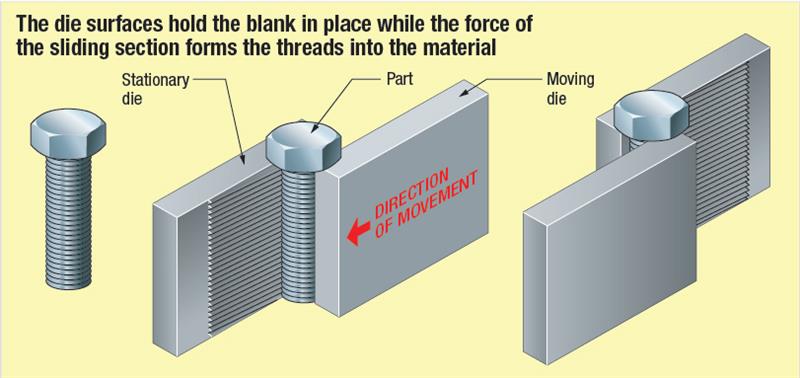
Thread rolling is a metal rolling process used extensively in manufacturing industry to produce screws, bolts and other fasteners. A common thread rolling process, used in industry to manufacture threaded parts, involves forming the threads into the metal of a blank by a pressing and rolling action between two die. The die surfaces hold the shape and the force of the action forms the threads into the material.
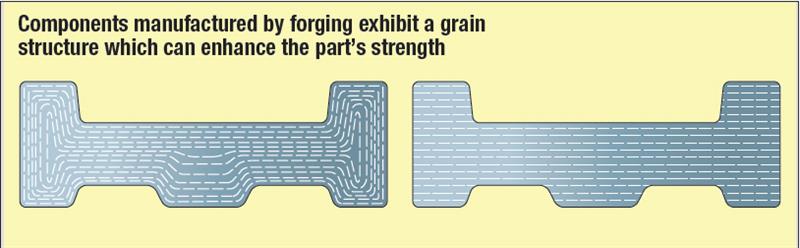
Thread rolling offers higher productivity rates than manufacturing threaded parts by machining. Machining is the alternative method to industrial manufacturing of threaded parts. Producing threads by this method has several other benefits over machining. Forming will harden the metal through cold working, does not waste material by cutting, and produces a favourable grain structure to strengthen the part with respect to its function.
Why Forge?
A cast structure will typically contain defects such as porosity caused by gases, shrinkage cavities and solid inclusions of foreign material that becomes trapped in the metal, such as metallic oxides. By rolling a metal above its recrystallisation temperature, grain boundaries are destroyed and new tougher ones are formed, along with a more uniform grain structure. Metal rolling pushes material, closing up vacancies and cavities within the metal. Hot rolling also breaks up inclusions and distributes the material throughout the work piece. The advantages of metal forming are not just in the creation of useful geometric forms but also in improved material properties.
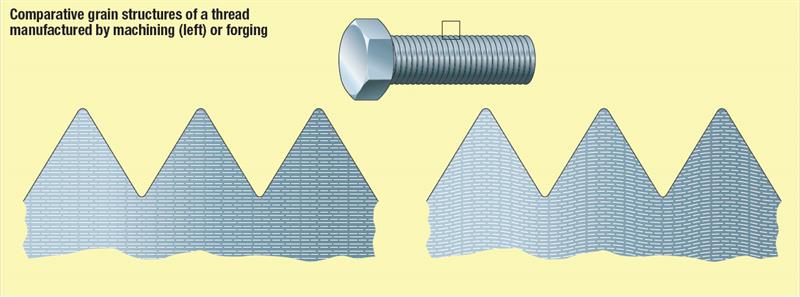
In cold rolling, a part can be worked to create grains oriented in a direction such that they give directional strength to a part useful to that part's specific application. An example of this can be the difference in grain structure between the threads of a machined bolt and a rolled bolt. The favourable grain orientation of the cold rolled bolt will give it directional strength beneficial to its application.
Metallic properties change with an increase in temperature. The material will react differently to the same manufacturing operation if it is performed under different temperatures and the manufactured part may possess different properties. In industrial metal forming manufacture, there are three basic temperature ranges at which the metal can be formed, cold working, warm working, and hot working.
Cold forming is carried out at room temperature or a little above it and during the process, plastic deformation of the work causes strain hardening. The yield point of a metal is also higher at the lower temperature range of cold forming. Hence, the force required to shape a part is greater in cold working than for warm or hot working. At cold working temperatures, the ductility of a metal is limited, and only a certain amount of shape change may be produced.
One main disadvantage of this type of process is a decrease in the ductility of the part's material, but there are many advantages. The part will be stronger and harder due to strain hardening. Cold forming causes directional grain orientation, which can be controlled to produce desired directional strength properties. Also, work manufactured by cold forming can be created with more accurate geometric tolerances and a better surface finish. Since low temperature metal forming processes do not require the heating of the material, a large amount of energy can be saved and faster production is possible. Despite the higher force requirements, the total amount of energy expended is much lower in cold working than in hot working.
Warm working is a metal forming process carried out above the temperature range of cold working, but below the recrystallization temperature of the metal. Warm working may be preferred over cold forming because it will reduce the force required to perform the operation. Also, the amount of annealing of the material that may have been necessary for the cold formed part may be less for warm working.
Hot forming is a metal forming process that is carried out at a temperature range that is higher than the recrystallization temperature of the metal being formed. The behaviour of the metal is significantly altered, due to the fact that it is above its recrystallization temperature. Utilisation of different qualities of the metal at this temperature is the characteristic of hot working.
Advantages and disadvantages
Although many of these qualities continue to increase with increasing temperature, there are limiting factors that make overly high temperatures undesirable. During most metal forming processes, the die is often cold or slightly heated. However, the metal stock for hot working will usually be at a higher temperature relative to the die. For metal forming manufacturing, in general, the temperature gradient between the die and the work has a large effect on metal flow during the process. The metal nearer to the die surfaces will be cooler than the metal closer to the inside of the part, and cooler metal does not flow as easily. High temperature gradients, within the work, will cause greater differences in flow characteristics of different sections of the metal, these could be problematic.
Another consideration is that the higher the temperature needed to form the component, the more reactive the metal is likely to be. Also if a part for a hot working process is too hot then friction, caused during the process, may further increase heat to certain areas causing melting, in localised sections of the work, which is clearly not desirable.
When above its recrystallisation temperature a metal has a reduced yield strength, also no strain hardening will occur as the material is plastically deformed. Shaping a metal at the hot working temperature range requires much less force and power than in cold working. Above its recrystallisation temperature, a metal also possesses far greater ductility than at its cold worked temperature. The much greater ductility allows for massive shape changes that would not be possible in cold worked parts. The ability to perform these massive shape changes is a very important characteristic of these high temperature metal forming processes.
The work metal will recrystallise, after the process, as the part cools. In general, hot metal forming will close up vacancies and porosity in the metal, break up inclusions and eliminate them by distributing their material throughout the work piece, destroy old weaker cast grain structures and produce a wrought isotropic grain structure in the part. These high temperature forming processes do not strain harden or reduce the ductility of the formed material. Strain hardening of a part may or may not be wanted, depending upon the application.
Complex metal parts can be forged completely with the need for only minor finishing operations. Even though these parts cannot be manufactured in a single forging, the work stock can be taken through a series of operations that alter the geometric shape of the material until the desired component is fashioned.