However, despite the company’s long history in its market, there are some projects where collaboration is required. Such was the case with the launch of its HTX30 model. Hamilton Jet needed a cowling to encase a working prototype, built from scratch within 10 weeks to display at an upcoming exhibition, Seawork in Southampton.
British casting, engineering and manufacturing company Grainger & Worrall had worked with Hamilton Jet’s CEO, Ben Reed, previously. He judged the company to be a good match for the project and asked it to create the parts using its S-max cold cure sand casting technique.
 Edward Grainger, managing director – prototype at Grainger & Worrall, says: “We’re a similar business insomuch as we have been around for 70-odd years, we’ve come together on this project and supported [Hamilton Jet] to get something that’s quite unique on the market really quickly.
Edward Grainger, managing director – prototype at Grainger & Worrall, says: “We’re a similar business insomuch as we have been around for 70-odd years, we’ve come together on this project and supported [Hamilton Jet] to get something that’s quite unique on the market really quickly.
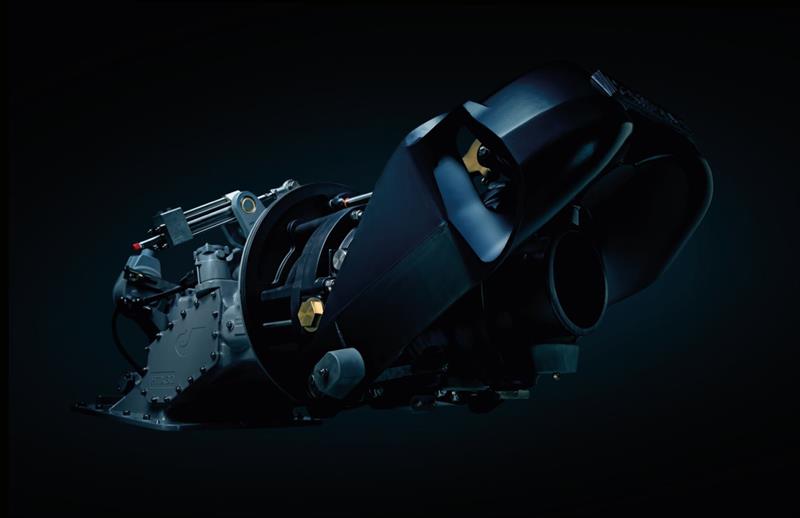
“We made them a very lightweight, nimble but robust cowling comprising four main pieces to house the high-powered engine unit. It will be under quite a lot of strain and stresses in a harsh salt water environment.”
To get this done in time, the team at Grainger & Worrall needed to work to strict deadlines with their designs finished and uploaded to the servers at the end of the night so the Hamilton Jet team could begin working on them straight away in the morning. With New Zealand being 12 hours ahead, this created an effective 24-hour working day that Grainger says was ‘really proactive’ but required them to be ‘very positive and organised’.
“The first challenge was that they had a very short lead time and opportunity to bring this to market,” Grainger explains. “They wanted to hit a particular show and particular opportunities in the marketplace to get their product out there.
“So, our challenge was to deliver something very quickly, but something that would also be representative of what would be produced downstream in series production [by Hamilton Jet].”
Sand casting was the method chosen because, Grainger says, it is best suited to low volume production as well as offering more design flexibility, the ability to choose where and how to fill the casting and how it solidifies can all be tweaked to create the best quality casts.
A high silicon, high-purity marine grade alloy, confers certain challenges to the caster, especially given the size of the parts. This requires precise engineering of the casting process to meet the performance requirement for the application.
“Ten weeks from the go-ahead to delivering a finished machined part is quite quick, when you consider that we printed moulds that were in the region of 1.8 x 1.3 x 1.3m. Three tons of printed sand went into producing just one of the larger parts. Applying digital manufacturing technologies on that scale, and against that sort of time pressure is probably the biggest feat in this whole project.”
The Grainger & Worrall team used MAGMA software to simulate the casting process from the filling and solidification of the alloy to predicting the mechanical properties of the final cast part in order to prevent defects and therefore the risk of part failure which would cost money and, more valuably on this project, time. The later in the process these changes are implemented, the costlier they get.
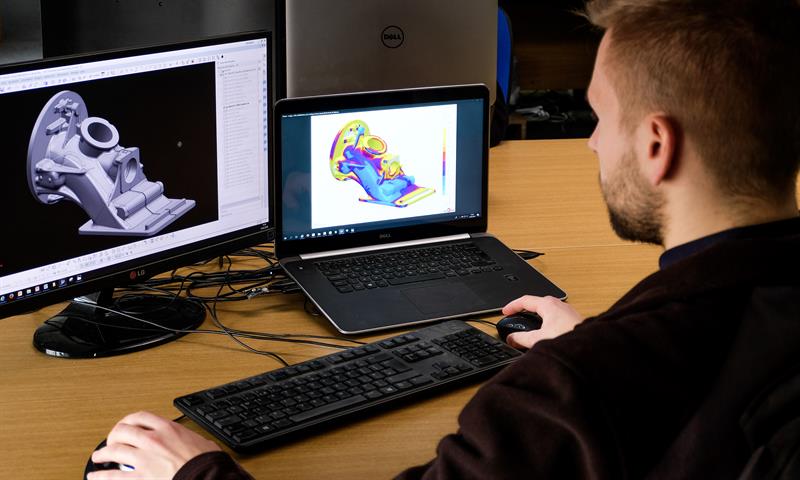
“Hamilton Jets’ design was quite mature and their expectations of their designs and specifications were quite challenging but also quite realistic,” says Grainger. “Nonetheless, we’d received their 3D data, we’d make some recommendations for manufacture, including the moulding, the casting, the post-processing of the parts, the machining of the parts and assembly. They would consider them, and we would work those through together.”
 The parts were validated against the original CAD models via CT, optical and X-ray scanning. Grainger says that over the course of making the six cowlings they were able to develop the process so that defects were reduced, and the parts became ‘tighter’ dimensionally.
The parts were validated against the original CAD models via CT, optical and X-ray scanning. Grainger says that over the course of making the six cowlings they were able to develop the process so that defects were reduced, and the parts became ‘tighter’ dimensionally.
Ten weeks after agreeing to take on the challenge of providing Hamilton Jet with the cowlings for its HTX30 engine it was on display, fully completed at Seawork in Southampton in July 2018. Since then the company has sold four units and has a further 22 on order from multiple military, workboat and recreational projects.
Going forward, Hamilton will produce the cowling parts at its own facilities in New Zealand, but the unit would likely not have made it to market on time to reap the commercial benefits of being displayed at the show without the rapid prototyping expertise of Grainger & Worrall.
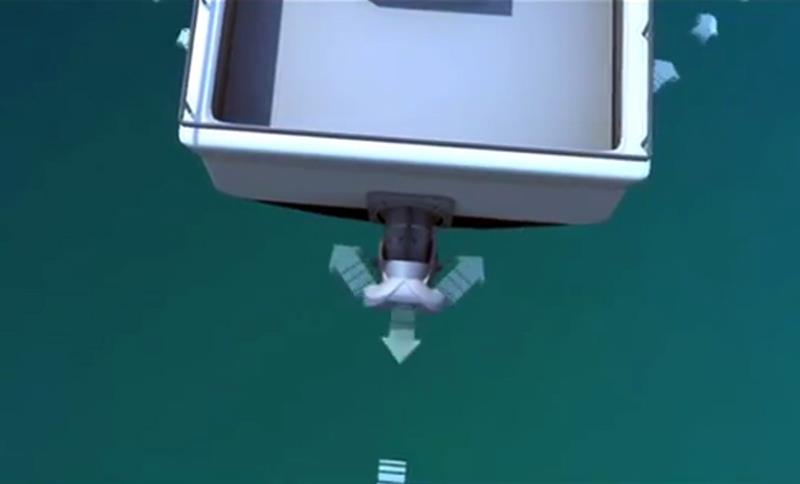
How a waterjet works
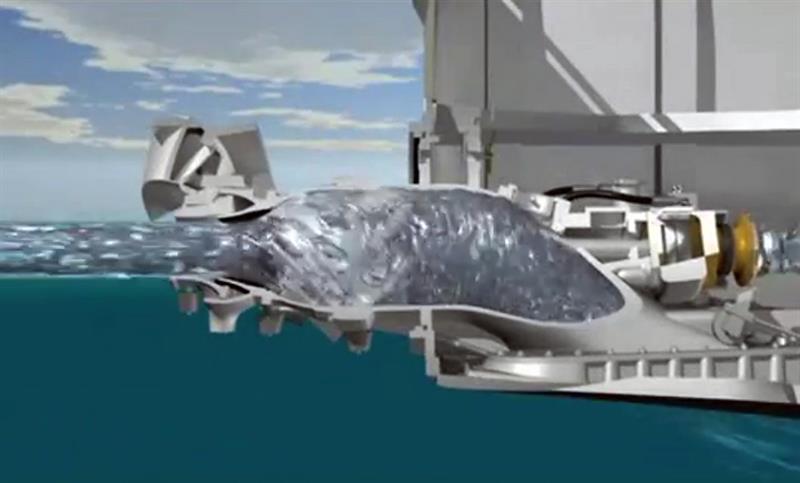
The jet is mounted inboard in the aft section. Water enters the jet unit intake on the bottom of the boat and is accelerated through the jet unit (impeller and stator) and discharged through the transom at a high velocity. Steering is achieved by a driveshaft which changes the direction of the stream of water as it leaves the jet unit. To reverse, a deflector is lowered into the jet stream, reversing the direction of the force generated by it forward and down, to keep the boat stationary or propel it in the astern direction. Adding a second, third or fourth waterjet enables greater positional control and manoeuvrability, especially when combined with Hamilton’s Advanced Vessel Control (AVX) unit. This allows for smoother docking and includes a feature called ‘JETanchor’ which uses automatic vessel positioning and heading control to hold the vessel static in the water without using the anchor.
|
 A waterjet generates thrust by forcing water through itself in a rearward direction, propelling the vessel forward.
A waterjet generates thrust by forcing water through itself in a rearward direction, propelling the vessel forward.