
In the manufacturing world, designers come up with clever components which need to be joined together in such a way that they form the desired assembly or product. Environmental pressure is demanding reduced emissions from power consuming equipment and this can often be achieved by weight reductions. Quite simply, a lighter structure requires less energy to drag itself around. Less energy means lower fuel consumption and therefore less carbon emissions.
With the continuing need to reduce weight, plate gauges have been reduced and manufactured from exotic alloys more reactive than steel so that they become very difficult to weld by conventional means. In these environmentally conscious times, weld, bond or fasten is the conundrum facing today's industrial designers especially with the trend for lighter materials and the benefits of using dissimilar materials.
Lighter materials are often non-metallic and when used in plate form, too thin to weld effectively. Welding dissimilar materials is difficult as the finished joint will not be homogenous and will likely create a weakness in the completed assembly.
Welding joins materials, usually metals or thermoplastics, by causing coalescence. This is often done by melting the work pieces and adding a filler material to form a pool of molten material, known as the weld pool that cools to become a strong joint. Pressure is sometimes used in conjunction with heat, or by itself, to produce the weld. Welding differs from both soldering and brazing, which involve melting a material of lower melting point between the work pieces to form a bond between them. The work pieces themselves do not actually melt.
Perhaps the best known electric welding method is shielded metal arc welding, also known as stick welding, which uses an electrode that has flux, the protectant for the molten puddle, created by the heat from the arc formed around it. The electrode holder holds the electrode as it slowly melts away. Slag protects the weld puddle from atmospheric contamination.
|
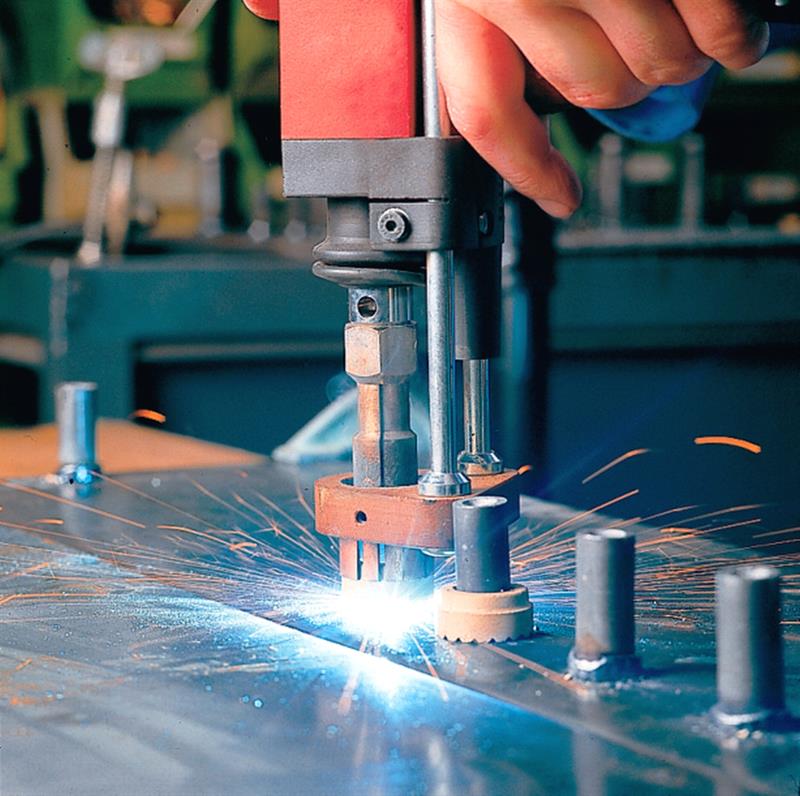 The Nelweld N1500i has become the stud welder of choice across many industries
The Nelweld N1500i has become the stud welder of choice across many industriesThe world wars of the twentieth century saw the large scale introduction of light weight panels in the aerospace sector to improve performance of aircraft. Joining these panels led to the development of alternative joining methods such as blind riveting, the quick release fastener and metal, inert gas (MIG) welding. This gas metal arc welding system uses a gun that feeds wire at an adjustable speed and flows an argon-based shielding gas over the weld puddle to protect it from atmospheric contamination.
MIG welding and its derivatives, gas tungsten arc welding and flux-cored arc welding are still popular today and will continue to be used to weld lightweight panels, providing they are conductive to the arc. Tungsten, inert gas (TIG) welding uses a non-consumable tungsten electrode to produce the weld arc. The weld area is protected from atmospheric contamination by an inert shielding gas such as Argon or Helium. Flux-cored arc welding is almost identical to MIG welding except it uses a special tubular wire filled with flux and can be used with or without shielding gas, depending on the filler.
As well as an electric arc, many other energy sources can be used to create the weld pool. These include gas flames, lasers, an electron beam, friction, and ultrasound. While often an industrial process, welding may be performed in many different environments, including in open air, under water, and even in outer space.
Stud welding offers a viable alternative to electric arc welding in certain applications. Weighing in at only 32kg and with its capability of welding a vast array of different studs from 3mm insulation pins to 16mm shear connectors, the Nelweld N1500i Inverter Stud Welder has become the stud welder of choice across many industries.
The machine's manufacturer, Nelson Stud Welding has patented the Stud Expert data base, which provides the necessary characteristics of the materials being joined so that the operator can get started by pressing just a few buttons. With the built in process monitoring system the Nelweld N1500i will tell you when things are possibly not as they should be, saving time and effort in re-welding out of tolerance studs.
When it comes to joining insulating materials such as plastics, arc welding and any method involving a naked flame must be substituted with other methods. Already a widely used process for joining plastics, ultrasonics is fast becoming a standard for an increasing number of metal welding applications. The flexibility, speed, precision and resultant joint performance from the ultrasonic welding process have been the main drivers behind the replacement of traditional soldering and other less measurable techniques in a diverse range of metal joining tasks.
Wire splicing a cable harness using ultrasonics |
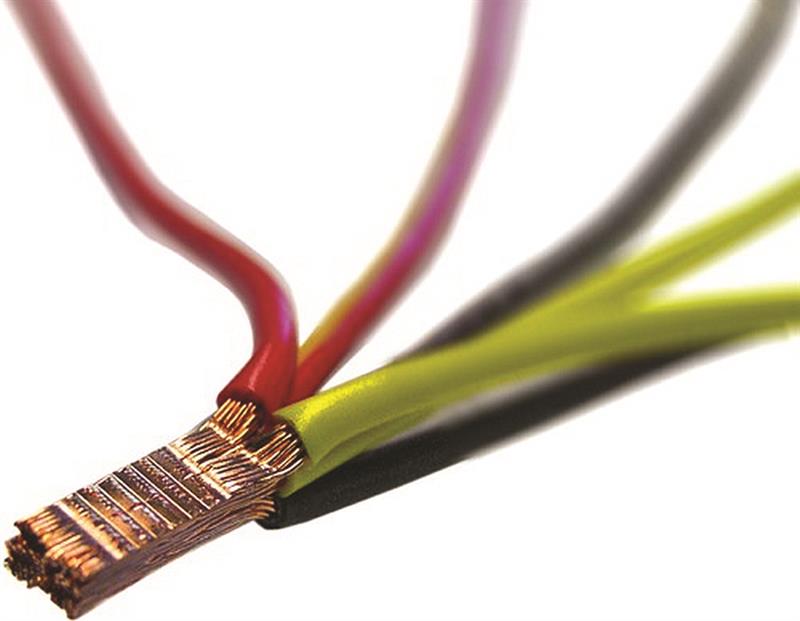
Ultrasonic metal welding is a friction welding process, where oxides and other contaminations present on the material surfaces are broken up and the parts to be welded are brought together under simultaneous pressure. Molecular bonding, similar to the conventional cold-press welding, then takes place. The process also provides optimum strength since no micro-structural changes occur in the boundary layer. The joint produced using ultrasonics also provides good resistance and heat rise properties.
Welding metals using ultrasonics differs from the more common plastics welding techniques in that the ultrasonic energy is delivered transversely rather than longitudinally. The SoniqTwist concept, developed by Telsonic, is a torsional welding system using circumferential amplitudes, is also an effective process for metal welding. Another major difference between plastic and metal welding is that for metals, the joining process takes place at temperatures that are approximately 30% to 40% below the melting temperature of the base material.
Ultrasonics can be used to weld a broad range of thin section, ductile, conductive metals such as copper, nickel, aluminium, brass, silver and gold. With this range of metals commonly found within the electrical, electronics and photovoltaic industries it is in these sectors where ultrasonic metal welding is becoming firmly established as the process of choice in these sectors.
The technology is already being successfully applied for welding aluminium and copper foils on to connector bars for lithium-ion batteries, hermetically sealing aluminium and gold tubes and welding copper leads onto a coated ceramic substrate. The system has also featured in wire splicing applications using Telsonic's special purpose Windows driven splicing machines for wire harness and loom production.
Examples of continuous ultrasonic welding include seam welding composite aluminium and plastic tubes and copper flutes to tubes in the heating and solar panel industries. The capability to join materials with dissimilar properties, very short welding times, low heat generation at the welding point and the resultant weld strength close to that of the base material are all key attributes of the process.
Paul Gay is Editor of Eureka's sister magazine FAST



