
Given that advancements in next-generation technologies are continuing to emerge, it is reasonable to envision a data-driven future where all internal and external activities are connected through the same information platform. However, for this to become reality, manufacturers globally must fully embrace the digital revolution. Here we look at the five key technology trends that will drive innovation and opportunity for manufacturers in 2017, inside, around and beyond their product lines.
1. Augmented reality
2016 has been a year of experimentation for augmented reality (AR). However, in 2017, we expect to see two areas in which AR will be built at a partial scale. The first is operator training. Many companies are increasingly applying AR tools to create effective training initiatives that drive employee engagement. Since AR technology operates in a real environment and provides computer-generated aids to enhance the real world, the technology is well positioned to transfer skills across the organisation to a far greater extent than old-style training methodologies.

The second is the testing and personalisation of equipment and products. AR can help industrial designers experience a product’s design and operation before completion. Volkswagen, for example, uses AR to compare calculated with actual crash test imagery. It can also be used to visualise a car body structure and engine layout and compare digital mock-ups with physical mock-ups to make it easier to spot discrepancies between them. Moreover, AR can help personalise products, through showing customers’ different versions of how a product will be designed before it is created in real-life.
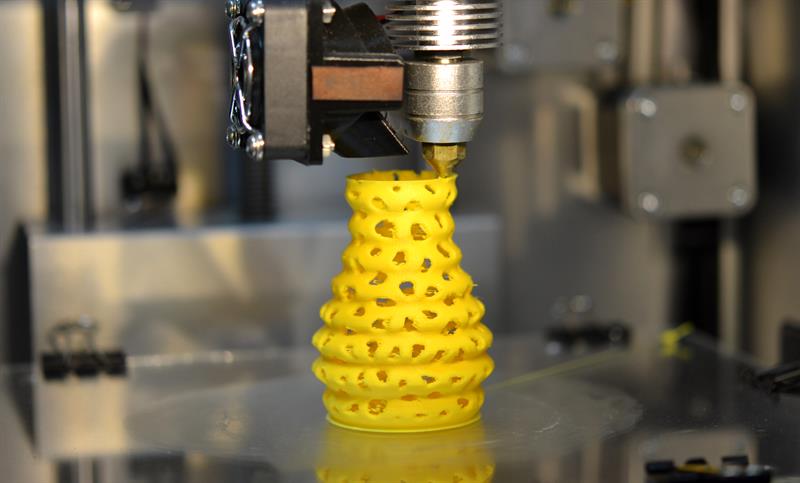
2. 3D printing
Despite being around for several years now, 3D printing is still in its infancy as take up has been slower than anticipated. While some companies have successfully 3D printed materials – for example, BAE Systems 3D printed a critical injection-moulded plastic part for a regional jetliner, saving the company over 60% on the cost of the part and shrank production lead times by two months – barriers remain.
While its disruptive potential has already been established, it is often the supply chain that holds it back. 3D printing requires a company to have multiple basic materials and you still need a strong supply chain for it to be successful. While the 3D printing of products does require a major shift in organisational design, we expect to see many firms look to set up a supply chain for it in the next six to eight months.
3. Manage data inside the processes and not as an outcome of the process
Every manufacturing organisation is looking to strengthen its capabilities in managing data, with several firms looking to hire Chief Data Officers in 2017 to ensure the data collected is being used effectively, and monetised where possible. As shown by our recent study, People - not just Machines - will Power Digital Innovation, analytics, algorithms, big data and automation are dramatically enhancing innovation, productivity and decision-making for all industries, including manufacturing.
By embedding sensors not only into factory machines but the products themselves, manufacturers can ensure they understand how each product is being used – and know in advance when a certain component will need to be fixed, preventing unnecessary shutdowns. This analysis of data also allows companies to improve efficiencies of products and sell ongoing analysis maintenance services after the product has been sold.
So far, the benefits of the collation, synthesis and analysis of data have most widely been discussed in relation to the connected car. Through analysing all aspects of the vehicle, automotive manufacturers can look at fuel efficiencies and also driver patterns and behaviour to determine insurance rates, for example. However, the ability to further monetise the investments will be dependent on the analytics capabilities of the organisations.
4. The continued development of connected and driverless vehicles
Driverless and connected cars were high on the news agenda throughout 2016. Right now, almost every automotive manufacturer globally is working on developing a driverless car as industry demand and consumer confidence in the vehicles continues to grow. However, we are now reaching an inflection point where there has been so much hype around driverless cars and the potential benefits they may bring in terms of mobility and independence. While a recent trial in Milton Keynes demonstrated how interaction with cyclists and pedestrians will happen in urban settings – with further trials due to taking place up and down the country – we believe that they will still account for less than 10% of transport by the end of 2017.

Despite this, the development of driverless vehicles is anticipated to continue at a fast pace throughout 2017 and beyond, with advancements in AI further supporting their progression.
5. Cyber security and personal transportation
One of the main issues holding back the advancement of connected vehicles is the concern around cyber security and data legislation. Around the world, there is a great deal of regulation surrounding ownership and usage of the data generated by these new sources, including the impending EU GDPR. This needs to be taken into consideration and could become a major headache for global car manufacturers, given that it will impact the potential for this data to be monetised. For car manufacturers, security will be crucial. If consumers do not trust them to protect their data, the adoption of connected and driverless cars may not accelerate in the way it is predicted to.
Throughout 2017, organisations will need to rethink, reimagine and reinvent themselves to stay competitive. Therefore, manufacturers must fully embrace digital technologies to achieve the customer centricity and operational excellence required to remain relevant with customers, business partners and the entire manufacturing ecosystem.
Author profile:
Prasad Satyavolu is head of innovation, manufacturing and logistics at Cognizant



